
VPSA专用脉冲式离心真空泵
VPSA 专用脉冲式离心真空泵针对 VPSA 制氧与制氢工况开发,采用高速离心叶轮与脉冲变速技术,可同步跟随吸附塔压力波动,在深真空、大流量、富氢气等轻质气体条件下仍保持高效率运行。相较传统罗茨+水环系统,可节能 20%~60%,适用于制氧站、制氢装置及富氢尾气回收等应用。
应用背景
VPSA(Vacuum Pressure Swing Adsorption)技术作为现代气体分离的重要手段,除了广泛用于钢铁、玻璃、冶金行业的 制氧(VPSA-O₂) 外,也已成为化工、焦炉煤气提氢、甲醇制氢等行业的主流 制氢(VPSA-H₂) 工艺。
在 VPSA 系统中,真空泵负责在解吸阶段抽走吸附塔中的气体,使吸附剂恢复吸附能力,是决定系统能耗和可靠性的关键设备。
但传统罗茨泵 / 水环泵存在:
- 难以适应 VPSA 的 周期性脉冲压力曲线
- 在深真空和大流量条件下效率急剧下降
- 噪声高、磨损快、运维成本高
- 难以满足富氢气体等轻质气体的抽吸需求
为突破这些限制,新瑞动力开发了 VPSA 专用脉冲式离心真空泵,不仅适配制氧工况,也针对 高含氢气体、富氢气、煤气提氢系统 进行了专业优化,可适用于:
- VPSA 制氧
- VPSA 制氢
- 富氢气体真空抽吸与回收
- 焦炉煤气制氢系统
- 低密度气体(H₂/N₂ 混合气)的高速排空
产品概述
VPSA 专用脉冲式离心真空泵采用高速离心叶轮 + 脉冲动态调节技术,可完全匹配吸附塔的压力脉冲特性,实现:
- 同步脉冲运行
- 高效率负相关流量特性
- 比传统技术节能 20–60%
- 适用于轻质气体(如氢气)的高抽速应用
特别是对富氢气体,由于气体密度低、可压缩性强,传统真空泵抽速衰减严重,而脉冲式离心真空泵在 低压力 + 大流量 + 轻质气体 条件下仍能保持高效运行,是制氢工艺的优选设备。
工作原理与系统构成
工作原理
设备通过高速旋转的离心叶轮产生负压;其独特的 脉冲跟随算法 使真空泵的转速可实时响应 VPSA 系统的周期性压力波动,实现:
- 真空度更深
- 抽速更高
- 能耗更低
- 输出更平稳
- 对于富氢气体,这种动态调节能力可显著提升抽气效率,降低系统压力波动。
系统构成
- 高比转数离心叶轮
- 高速永磁电机 / 涡轮驱动
- 变频脉冲控制系统
- 脉冲伺服导叶(部分型号)
- 撬装底座 + 密封与润滑系统
- 在线监测与数据接口
核心技术优势
同步脉冲运行(适用于制氧与制氢)
转速与吸附塔周期实时同步,解吸效率提升 15–30%,能耗显著降低,对轻质气体(H₂)特别有效
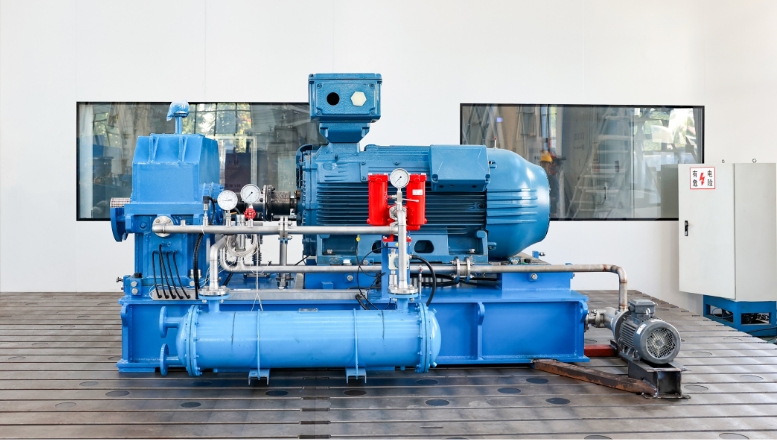
对富氢气体工况特别优化
富氢气多级离心真空泵机组参数:吸入压力:17 kPa.A,流量:21,300 m³/h,总压比:≥6,功率:300 kW,说明设备可在:低吸压(深真空)、大流量、高压比、轻质气体(氢气)条件下仍保持稳定运行,是 VPSA-H₂ 理想选择。
节能 20–60%(相对传统罗茨 + 水环系统)
超低噪声(≤60–70 dB)
高效率气动设计(等熵效率 ≥ 90%)
适应轻质气体 / 可燃气体的机械安全结构
无油气路,高温区隔离设计,多级密封保障,适合 H₂、CO、CH₄、煤气等气体
典型应用场景
VPSA-O₂ 制氧系统
- 富氧空气回收
- 钢铁、玻璃、冶金企业制氧站
VPSA-H₂ 制氢系统
- 焦炉煤气提氢
- 甲醇制氢
- 氨分解制氢
- 富氢尾气深度回收
富氢气真空抽吸
- 抽吸压力:17 kPa.A
- 抽速:21,300 m³/h
- 压比 ≥ 6
- 适用于 煤化工、焦化、合成气提氢系统、富氢尾气处理等。
其他轻质气体真空工况
- 氮气
- 混合气
- 低密度惰性气体
新瑞动力的设计与制造保障
新瑞动力具备完整的高速透平机械研发、加工与测试体系:
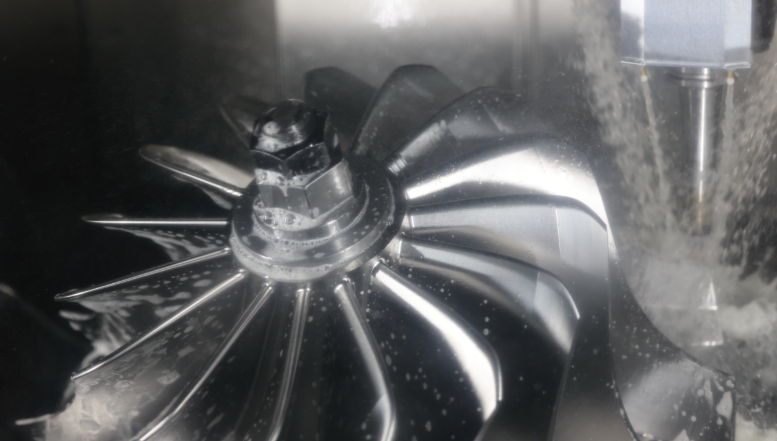
Hermle 五轴加工中心
(叶轮最大直径 1300 mm)
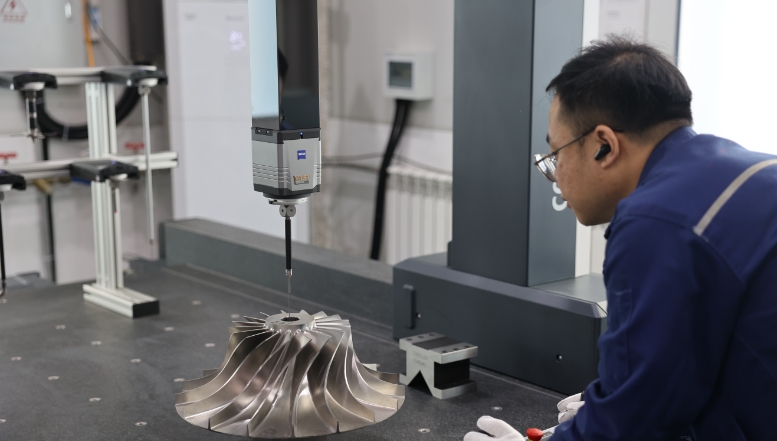
蔡司三坐标检测
确保精密制造

申克动平衡仪
平衡等级 G1.0

超速试验台
完整的离心机械性能测试平台

全流程质量体系与项目交付能力
依托气体动力学、转子动力学、热工系统与结构设计能力,新瑞动力可开发用于增压、压缩、抽气、鼓风、减压与膨胀等多类型透平机械,适用于空气、蒸汽、有机工质、烟气、CO₂、氮气等多种工况。
新瑞叶轮机械参数范围
工作压力范围
单机功率范围
最大压比/膨胀比


